A:Summary:
Machining accuracy and machining deviation: Machining accuracy refers to the conformity of the actual geometric parameters (dimension, shape and location) after machining with ideal geometric parameters.
1. Processing economic accuracy: Due to many factors in machining process affect machining accuracy, therefore, the same processing method under different working conditions the accuracy is different.
2. Original error: The original error of the process system mainly includes the geometric error of the process system, the positioning error, the machining error caused by the force deformation of the process system, the machining error caused by the thermal deformation of the process system, the deformation caused by the redistribution of the internal stress of the workpiece, and the principle error, the error adjustment and the measurement error, etc.
3. Methods to study machining precision: Analysis and calculation method and statistical analysis method
B、Process system aggregate error
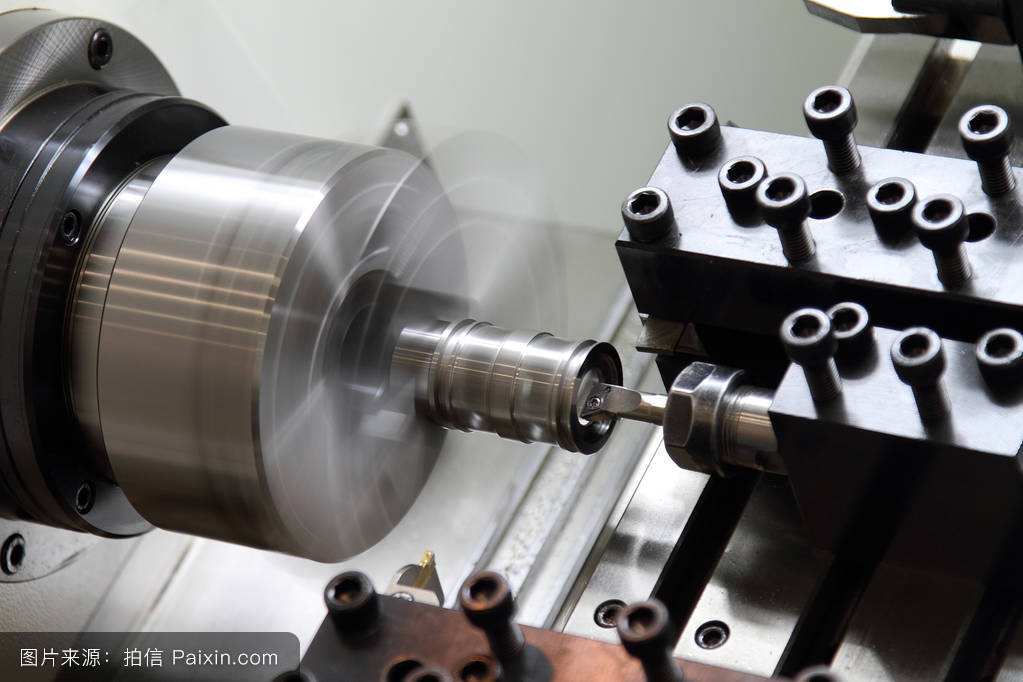
1.Geometric error of machining tool: The shape motion of cutting tools relative to workpieces is usually accomplished through machining tools, Therefore, the accuracy of the workpiece largely depends on the accuracy of the machining tool.
(1)Spindle Rotation Error, The spindle of a machine tool is the benchmark for clamping the workpiece or cutting tool, and also transfer movement and power to workpiece or cutter, spindle rotation error will directly affect the accuracy of the workpiece. (2) Guide way error: Guide rail is the benchmark for determining the relative position relationship of machine parts, and the benchmark for machine tool movement. Apart from itself manufacturing error, the uneven wear and installation quality of the guide rail is also the major factor for guide rail error. The wear of guide rail is one of main reason cause precision decline of machine tools.
(3)Driving chain error; the driving chain error means
the relative motion deviation between the beginning motion elements and the end motion element in the transmission chain. Generally use the angle error of the end element in the transmission chain to measure.
2.Geometric error of cutting tool: The effect of cutter tool error on machining accuracy differs from the type of tool. When using tailor-made size cutter, form cutter and generating motion cutter, the manufacturing error of the cutter will directly affect the machining accuracy of the workpiece . For general tools such as turning tools, the manufacturing error has no direct effect on the machining accuracy of the workpiece.
4. Geometric error of fixture: The function of the fixture makes the workpiece the correct position relative to the cutter and the machine tool, therefore, the manufacturing error of the fixture has great influence on the machining accuracy (especially the position accuracy) of the workpiece.
C、Positioning error
1.The Non-superposition Error of the Benchmark: The datum non-coincidence error caused when design datum not coincide with positioning datum, only happen in the adjustment method process , and will not happen in the trial process method .
2.Inaccurate error of position pair manufacturing: The correct position of the workpiece in the fixture is determined by the positioning element on the fixture. The direction of datum misalignment error could be different from the direction of the positioning pair error caused manufacturing deviation, the positioning error is taken as the vector sum of the datum misalignment error and positioning pair error.
D、Error caused by force deformation of a process system.
1.Basic concepts: The machining process system is under the action of cutting force, clamping force, inertia force, gravity, transmission force and so on, it will cause the corresponding deformation, which will damage the correct relative position between the cutter and the workpiece, and reduce the machining accuracy of the workpiece.
2.Workpiece rigidity: In process system, the rigidity of workpiece relatively is lower than that of machining tool, cutter and fixture, under the action of the cutting force, the workpiece deformation caused by lower rigidity have relatively large effect for the machining precision, the maximum deformation can be estimated according to the related formulas of material mechanics.
3.Cutter rigidity. The rigidity of the external turning tool in the normal direction when processing surface (y) is very large, Its deformation can be ignored. When boring small diameter hole, the rigidity of the cutter bar is very weak. The force and deformation of the cutter bar have great influence on the machining accuracy of the hole, The cutter bar deformation under cutting force has great influence on the machining accuracy of the hole. The deformation of the cutter bar can also be estimated according to the formula of material mechanics.
4.Rigidity of machining tools components: (1) The component of machining tool consist of many parts, there is no simple and convenient method to calculate the rigidity of component, at present, the rigidity of component of machining tool is mainly determined by experimental method. (2) Factors affecting the stiffness of machine tool components; the deformation of contact surface, friction, the low rigidity parts and the clearance between parts.
5.The influence of the rigidity of the process system on the machining precision: (1)
The change of the rigidity of the process system. (2) Error caused by the change of cutting force: In the process, the change of cutting allowance and non-uniformity of microstructure will cause cutting force change, further the change of cutting force will cause deformation of process system, as result, and process error is generated.
6.Ways to reduce the force deformation of the process system: It is known from the previous discuss of the rigidity of the process system, to reduce the deformation of the process system, the rigidity of the process system should be improved, and reduce the cutting force and compress the amplitude of cutting force change. (1) Improving the rigidity of the process system. (2) Reducing the cutting force and its change: Choose right material of cutter, enlarging the front angle and tool cutting edge angle, having workpiece proper heat treatment to improve material process ability, all these ways can reduce cutting force.
E:The error caused by the thermal deformation of the process system:
The influence of the thermal deformation of the process system on the machining accuracy is relatively large, In particular, in precision and large size parts processing, the machining deviation caused by thermal deformation can sometimes account for 40% to 70% of the total workpiece error. The temperature of Machining tools, cutters and workpieces will gradually increase when affected by various heat sources, at the same time, heat will diffuse and spread through various way to the surrounding materials and space, when the heat coming from the unit time is equal to the heat released, the process system reaches the heat balance state.
1. Heat source of process system -- internal heat source and external heat source. 2. Ways to reduce the thermal deformation of the process system
F:Basic concepts:
The stress that exists in the part without external force is called internal stress.
1.Once the internal stress is generated on the workpiece, the workpiece metal will be in an unstable state of high energy potential, it will instinctively transform into a stable state of low energy, and with the occurrence of deformation, as result, the workpiece loses its original machining accuracy.
2.The generation of internal stress: (1) The generation of internal stress in heat processing: In heat processing, the internal stress is generated by the uneven wall thickness of the workpiece, the uneven cooling, the transformation of the metallographic structure and so on. (2) Internal stress generated by cold straightening. The slender shaft type, such as of lead screw, after turning the internal stress generated in bar material rolling will be redistributed, as result, causes the bend of workpiece.
3.The ways to reduce the deformation error caused by internal stress . Improving the structure of parts- When designing parts, try to make wall thickness uniform and symmetrical structure to reduce internal stress.
G.Ways to improve processing precision:
1. Reduce the original error. 2 Transfer original error. 3. Equable original error. 4 Homogenized original error. 5 Error compensation.