
Abstract: due to the characteristics of welding itself, some welding defects, such as welding deformation and residual stress, are hard to avoid. In order to improve the quality of welded structural parts, welders have done a lot of work on welding methods, welding materials, and corrections after welding. It has been proved by a lot of practice that the vibration-aging method can effectively reduce or eliminate the welding stress of welded structural parts, reduce welding deformation, ensure product quality, improve production efficiency and reduce manufacturing cost. In view of these advantages of VSR, this paper describes the principle of vibration-aging application in detail, Combining with the practical application of VSR in ultra-high strength steel welded structures, it is proved that VSR is feasible and effective to deal with the problems in welded structures
Welding technology has been widely used in various fields of modern industrial manufacturing. As the welding temperature is very high, the welding temperature drops sharply after the welding, and there is a sharp change of temperature field around the welding,therefore, there are some residual welding stress and welding deformation around the weld, Vibration aging is a aging technology that USES vibration aging equipment to conduct sub-resonance vibration of structural parts and eliminate residual stress, Vibration aging process has the advantages of less energy consumption, high efficiency and environment friendly. There are also quite a number of articles and some technical data at home and abroad which have proved that VSR is a very practical technology. The following is a discussion on the application of technology, VSR technology and its development prospects.
1. Application of Technology
1.1 The vibration-aging technology is to use a controlled vibration energy to
process the metal structural parts to eliminate the residual stress of welded
structural parts, The internal stress of workpiece can be balanced by vibration
aging, and the stress level of workpiece can be in a stable state. The
technology was introduced into China in the 1970s and has been developed for
several decades and has been applied to a certain extent, however, there are
still many problems with the traditional vibration aging, that is, there are
technical problems with the sub-resonance technology that have not been solved
for decades and cannot be incorporated into the formal process by most Chinese
steel structure manufacturers. Therefore, it has not been widely accepted and
applied on a large scale
1.2 After vibration aging treatment of structural parts, it lacks the ability
to measure residual stress. On the one hand, due to the high price of residual
stress measurement equipment, it requires professional personnel to operate and
increases the cost, for practical application units such as factories, it is
not necessary to purchase residual stress measurement equipment; On the other
hand, the measured residual stress does not have relevant authoritative
technical indicators to assess, and does not have a convincing force. So these
two aspects limit the application of vibration-time technology.
1.3 Human factors have great
influence on the aging technology of vibration. The operator selects the
technical parameters of the vibration aging equipment according to the level
and experience; different welded structural parts have different resonant peaks
for complicated welded parts. It is difficult to find resonant peaks for
structural parts without certain practical experience. However, the general
production unit is short of such technical talents, which results in that the
application level of vibration-aging technology cannot be improved and
popularized.

2. The development of vibration-aging equipment
As the vibration aging technology has the unique advantages of energy saving, consumption reduction and high efficiency compared with other aging technologies, the new technology of vibration aging has gradually been recognized and accepted by people. With the development of science and technology in recent years, some new intelligent vibration aging technology and equipment have emerged, which solves the technical problems existing in the old vibration aging vibrator, The new equipment is more about eliminating the old equipment's over-reliance on people, reducing the influence of human factors, so the aging vibrator is gradually replacing the thermal aging technology.
3. Establishment of vibrating aging process
3.1 Basic process parameters of vibration aging
3.1.1 For the selection of vibration frequency: Each steel structure component has several
resonant frequencies of different vibration modes, which are related to the
shape, weight, material and structural rigidity of the structural parts, and is
the inherent characteristic of the structural parts. The vibration aging
equipment can detect the resonant frequency of the structural parts, including
the peak frequency, by the frequency sweeper. After finding the resonant peak frequency, the workpiece
should avoid the peak resonant frequency, carry on the resonance in the
sub-resonant region, in the workpiece vibration process, must pay attention to
adjust the vibration frequency at any time until the vibration is completed.
3.1.2 Selection of excitation force: In the aging process of vibration, the
magnitude of excitation force is measured by the stress value of welded
structural parts, as an important parameter of the aging process of vibration,
the selection of excitation force should be determined according to the factors
such as different materials, geometric shapes, sizes and weights of the
vibrated parts.
3.1.3 Selection of vibration time: The vibration time should be determined
according to the structure and weight of the structural parts, the size and
distribution of residual stress. In current production practice, there are
several methods to determine the vibration-aging time:
- According to the vibration peak, amplitude and vibration force change of vibration exciter in the vibration process of welded structural parts.
- According to the weight of the structural parts to determine.
- According to the basic stopping time of plastic deformation during vibration of structural parts.
3.2 Vibration-aging process
The adoption of a new
process must be combined with actual data to show whether its function can meet
the predetermined requirements. For the new process of vibration aging, we
verify through vibration aging test that vibration aging has obvious advantages
for vibration stress elimination.
3.3 Vibration-aging process
The welding structure of the box body is used as the vibrating workpiece, the
process sequence of the box during vibration aging is as follows.
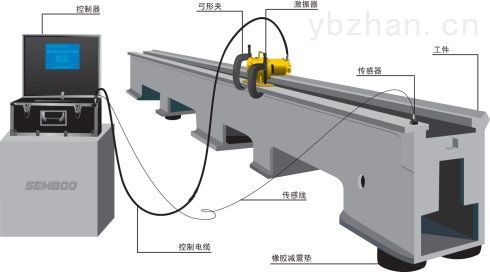
3.3.1 Selection of mode of vibration of the workpiece: Firstly, the workpiece
is supported horizontally with elastic support, and three-point support is
adopted to balance the workpiece. Then, the exciter is clamped onto the upper
end of small axle hole on the joint surface of the box. The "+" cross
appears when the box body vibrates, so the vibration aging of the box body is
the first order bending and torsional vibration mode.
3.3.2 Selection of vibration frequency: When the box body is vibrating, the
resonance peak appears at 5890 RPM. In order to ensure the box body to run
smoothly in the process of vibration and prevent the real vibration point from
moving to the back edge of the resonance peak, the gear shift during vibration
is added with one gear, and the vibration threshold rate is selected at 5657
RPM.
3.3.3 Selection of excitation force: When the box starts to vibrate, adjust the
eccentric distance of the exciter to the minimum, gradually increase the speed
within the sweep frequency range of the equipment, find the resonant peak by
observing the change of acceleration value, and when the resonant peak is
found, make the maximum acceleration value meet the range requirement by
adjusting the magnitude of the excitation force.
3.3.4 The choice of vibration time: The high frequency band where the resonance
peak occurs during the real vibration. After 30 minutes of vibration, the
process parameters of the t39804-3a box during the real vibration are as
follows: The peak value
after the amplitude frequency curve a-d is higher than the peak value before
the vibration, and the peak point after the vibration is shifted to the left
before the vibration, which fully conforms to the regulations of the mechanical
industry standard of the People's Republic of China /T 5926-91. This time the
vibration is qualified.
Conclusion: Residual stress will be generated in the
workpiece due to the deformation caused by thermal expansion, cold contraction
and mechanical force during welding of metal welded structural parts. As a result, a stress field is formed, which
makes the workpiece in an unstable state,as long as some external force is
applied to it artificially, the residual stress in the workpiece can be
released. After vibration-aging treatment, the internal stress of the workpiece
developed towards equilibrium, and the metal internal structure of the
workpiece did not change, we have proved this effectively through our
experiments. The application of the high efficiency, energy saving, pollution
free and environmental protection vibration-aging stress elimination technology
will significantly improve product quality and reliability. With technical
progress and continuous improvement, the aging vibration instrument will be
applied more and more widely in China steel structure manufacturers.
